



- Přivařovací fitinky
- kolena
- T-X-Y-kusy
- koleno tvaru T a Y
- redukce
- víčka a klen. dna
- lemové kroužky
- sedlové hrdlo
- orbitální fitinky
- ANSI / ASME
- Armatury
- kulové kohouty
- servopohony
- vypouštěcí ventily
- uzavírací šoupátka
- uzavírací ventily
- zpětné
- lapače nečistot
- měřící a regul. technika
- Příruby
- krkové příruby
- závitové příruby
- zaslep. příruby
- hladké příruby
- točivé příruby
- lemové kroužky
- přírub. tvarovky
- ANSI/ ASME
- jiné
- Systémy
- TEEKAY
- Victaulic
- lisovací fitinky
- rychlospojky
- spojky clamp
- zářezné kroužky
- DIN 11864/DIN 11854
- zábradlové prvky
- Nápojové armatury
- trubková šroubení
- potrubní tvarovky
- objímky, třmeny
- tri-Clamp
- ventily a kohouty
- přírubový spoje
- průhledítka
- filtry a síta
- rozprašovací hlavy

Schweißflansch DIN 28033/A28033



Schweißflansch DIN 28033/A für druckbeanspruchte Apparate
Schweißflansche DIN 28033
für druckbeanspruchte Apparate
Flanschtypen
| Bezeichnung | Typ |
|---|---|
| Überschiebschweißflansch | Typ G |
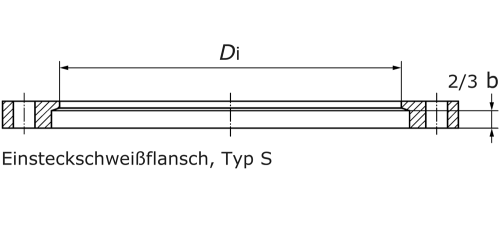
| Einsteckschweißflansch | Typ S ([Di] abhängig von Wanddicke des Apparates) |
Dichtfächenform nach EN 1092-1
| Ausführung | Bezeichnung |
|---|---|
| glatte Dichtfläche | Form A |
| mit Dichtleiste | Form B1 |
| mit Feder | Form C |
| mit Nut | Form D |
| mit Vorsprung | Form E |
| mit Rücksprung | Form F |
In den Normen DIN 28032, DIN 28036 und DIN 28038 waren Apparateflanschei in
verschiedenen Ausführungen beschrieben, die auf dem gleichen Konstruktionsprinzip
beruhen. Diese sind seit 2013 in DIN 28033 zusammengefasst.
Anhaltswerte für maximal zulässige Drücke (PS)
| Flansch AØ | Blattstärke [b] | Wand [s] | bar |
|---|---|---|---|
| 415 | 25 | 6 | 11 |
| 430 | 30 | 6 | 18 |
| 445 | 35 | 6 | 23 |
| 460 | 30 | 6 | 11 |
| 475 | 35 | 6 | 18 |
| 490 | 40 | 6 | 23 |
| 510 | 25 | 6 | 9 |
| 525 | 35 | 8 | 15 |
| 545 | 45 | 8 | 20 |
| 600 | 30 | 6 | 8 |
| 615 | 40 | 8 | 14 |
| 635 | 50 | 8 | 21 |
| 645 | 55 | 10 | 28 |
| 700 | 30 | 6 | 7 |
| 710 | 40 | 6 | 11 |
| 730 | 50 | 8 | 15 |
| 745 | 55 | 8 | 19 |
| 760 | 60 | 10 | 23 |
| 800 | 40 | 6 | 6 |
| 810 | 50 | 6 | 11 |
| 830 | 55 | 8 | 14 |
| 845 | 60 | 8 | 17 |
| 865 | 65 | 10 | 19 |
| 900 | 50 | 6 | 5 |
| 915 | 55 | 6 | 9 |
| 930 | 60 | 8 | 14 |
| 945 | 65 | 10 | 15 |
| 965 | 70 | 12 | 18 |
| 1015 | 55 | 6 | 6 |
| 1030 | 60 | 8 | 10 |
| 1045 | 65 | 10 | 12 |
| 1065 | 70 | 12 | 14 |
| 1115 | 55 | 6 | 6 |
| 1130 | 60 | 8 | 8 |
| 1150 | 65 | 10 | 10 |
| 1170 | 70 | 12 | 12 |
| 1215 | 60 | 6 | 6 |
| 1230 | 65 | 8 | 8 |
| 1250 | 70 | 10 | 10 |
| 1270 | 75 | 12 | 12 |
| 1315 | 60 | 8 | 6 |
| 1330 | 65 | 8 | 7 |
| 1350 | 70 | 10 | 8 |
| 1370 | 75 | 12 | 9 |
* [s] = Apparatewanddicke
Den Anhaltswerten liegen folgende Parameter zugrunde:
• Temperatur: 200 °C; • Werkstoff: P265GH; • Schweißausführung: Vollanschluss; • Dichtung nach DIN 28040
Prüf- und Entlüftungsbohrungen
In der Regel sind am fertigen Apparat Prüf- oder Entlüftungsbohrungen in den Apparateflanschen
vorzusehen. Diese sind zwischen zwei Schraubenlöchern anzuordnen. Die Bohrungen sind mit
Verschlussstopfen mit Gewinde oder nach Wahl des Apparateherstellers in geeigneter Weise zu
ve-schließen.
Flansche nach dieser Norm liefern wir ohne Prüf- oder Entlüftungsbohrungen.
Sollen die Prüf- oder Entlüftungsbohrungen eingebracht werden, bitten wir um Angabe der Anzahl
und der Lage auf Ihrer Anfrage bzw. Bestellung.
rozšířený popis


Ušlechtilá ocel jiné apparateflansche din 28033:2019
Schweißflansch DIN 28033/A28033
Schweißflansche DIN 28033
für druckbeanspruchte Apparate
Flanschtypen
| Bezeichnung | Typ |
|---|---|
| Überschiebschweißflansch | Typ G |
| Einsteckschweißflansch | Typ S ([Di] abhängig von Wanddicke des Apparates) |
Dichtfächenform nach EN 1092-1
| Ausführung | Bezeichnung |
|---|---|
| glatte Dichtfläche | Form A |
| mit Dichtleiste | Form B1 |
| mit Feder | Form C |
| mit Nut | Form D |
| mit Vorsprung | Form E |
| mit Rücksprung | Form F |
In den Normen DIN 28032, DIN 28036 und DIN 28038 waren Apparateflanschei in
verschiedenen Ausführungen beschrieben, die auf dem gleichen Konstruktionsprinzip
beruhen. Diese sind seit 2013 in DIN 28033 zusammengefasst.
Anhaltswerte für maximal zulässige Drücke (PS)
| Flansch AØ | Blattstärke [b] | Wand [s] | bar |
|---|---|---|---|
| 415 | 25 | 6 | 11 |
| 430 | 30 | 6 | 18 |
| 445 | 35 | 6 | 23 |
| 460 | 30 | 6 | 11 |
| 475 | 35 | 6 | 18 |
| 490 | 40 | 6 | 23 |
| 510 | 25 | 6 | 9 |
| 525 | 35 | 8 | 15 |
| 545 | 45 | 8 | 20 |
| 600 | 30 | 6 | 8 |
| 615 | 40 | 8 | 14 |
| 635 | 50 | 8 | 21 |
| 645 | 55 | 10 | 28 |
| 700 | 30 | 6 | 7 |
| 710 | 40 | 6 | 11 |
| 730 | 50 | 8 | 15 |
| 745 | 55 | 8 | 19 |
| 760 | 60 | 10 | 23 |
| 800 | 40 | 6 | 6 |
| 810 | 50 | 6 | 11 |
| 830 | 55 | 8 | 14 |
| 845 | 60 | 8 | 17 |
| 865 | 65 | 10 | 19 |
| 900 | 50 | 6 | 5 |
| 915 | 55 | 6 | 9 |
| 930 | 60 | 8 | 14 |
| 945 | 65 | 10 | 15 |
| 965 | 70 | 12 | 18 |
| 1015 | 55 | 6 | 6 |
| 1030 | 60 | 8 | 10 |
| 1045 | 65 | 10 | 12 |
| 1065 | 70 | 12 | 14 |
| 1115 | 55 | 6 | 6 |
| 1130 | 60 | 8 | 8 |
| 1150 | 65 | 10 | 10 |
| 1170 | 70 | 12 | 12 |
| 1215 | 60 | 6 | 6 |
| 1230 | 65 | 8 | 8 |
| 1250 | 70 | 10 | 10 |
| 1270 | 75 | 12 | 12 |
| 1315 | 60 | 8 | 6 |
| 1330 | 65 | 8 | 7 |
| 1350 | 70 | 10 | 8 |
| 1370 | 75 | 12 | 9 |
* [s] = Apparatewanddicke
Den Anhaltswerten liegen folgende Parameter zugrunde:
• Temperatur: 200 °C; • Werkstoff: P265GH; • Schweißausführung: Vollanschluss; • Dichtung nach DIN 28040
Prüf- und Entlüftungsbohrungen
In der Regel sind am fertigen Apparat Prüf- oder Entlüftungsbohrungen in den Apparateflanschen
vorzusehen. Diese sind zwischen zwei Schraubenlöchern anzuordnen. Die Bohrungen sind mit
Verschlussstopfen mit Gewinde oder nach Wahl des Apparateherstellers in geeigneter Weise zu
ve-schließen.
Flansche nach dieser Norm liefern wir ohne Prüf- oder Entlüftungsbohrungen.
Sollen die Prüf- oder Entlüftungsbohrungen eingebracht werden, bitten wir um Angabe der Anzahl
und der Lage auf Ihrer Anfrage bzw. Bestellung.
Tento náhled zatím není optimalizován pro mobilní přístroje.
Údaje si můžete zobrazit v běžném náhledu.
Tento náhled zatím není optimalizován pro mobilní přístroje.
Údaje si můžete zobrazit v běžném náhledu.